
Share



An automated approach to hard milling and finish grinding frees up skilled workers and maximizes the utilization of machining centers by finishing in one setup on one platform. But, it does not entirely replace your grinders. Photo Credit, all images: Makino Inc.
The current method of processing five sides of a detail is very labor- and time-intensive and requires highly skilled mold builders. Typically, the five to six sides are surface ground with a manual setup per surface plus jig grinding for O.D. features. This is time consuming and increases the chance for errors. In addition, the inspection process is a manual operation that requires a technician to stack squares on a surface plate with a height indicator. Then, if the feature is out of tolerance, the operator must set it up again, regrind and reinspect.
An alternative solution is a closed-loop tolerance control process that hard mills geometry for roughing and semi-finishing in hardened materials up to 95 HRA in carbide. Then, in the same setup, the machine verifies the tolerance using a probe in the spindle. Next, you grind the 2D geometries in the same machine and setup, including bores, bosses, pockets or free-form contours using chop, contour or face grinding. Verifying the grinding process follows. Finally, you use a spindle probe to confirm if the material is within a specified tolerance or rewind and apply cutter compensation.
Featured Content



This automated approach frees up your skilled workforce for other tasks. It also maximizes the utilization of your machining centers by finishing many geometries in one setup on one platform. However, it does not entirely replace your grinders.
A process comparison reveals 50% savings based on machining and setup times.
Proving It Out
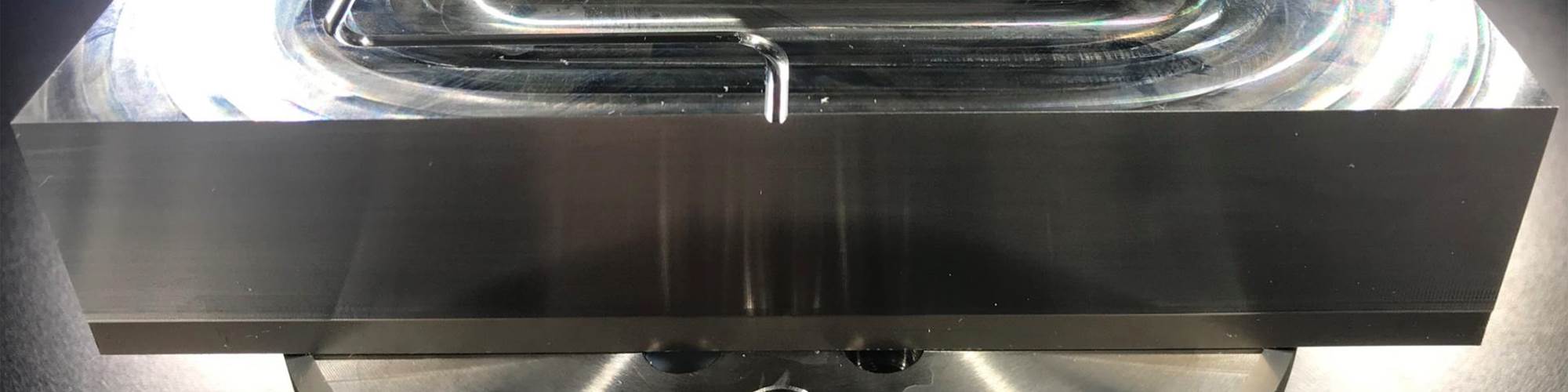
We machined a 1.375 x 3.13 x 6.76-inch block of S7 54 HRC tool steel with one setup to prove this process works. First, we programmed the toolpath to complete the features that didn’t require grinding using hard milling. Then onto roughing, semi-finishing, grinding and verifying the final results.
A process comparison reveals 50% savings based on machining and setup times, which results in yearly savings from $85,000 to $255,000 per year depending on the use of one or three shifts.

Here are some frequently asked questions about this process demonstration:

You are only limited by the available tools. This demo applied a standard jig-grinding ½ -inch mandrel with a 1-inch diameter wheel.
-
What kind of grinding tools did you use?
We used CBN-electroplated mandrels and CBN-vitrified mandrels
-
How much of the time did you spend on hard milling versus grinding in the machining process?
It was 80% hard milling and 20% grinding and we believe that would be typical for most mold shops.
-
What are additional maintenance costs due to the grinding process?
The filtration system was designed for low maintenance and there is no filter or media that needs to be replaced since we use a cyclotronic filter.
-
What is the smallest diameter wheel you can use?
You are only limited by the available tools. This demo utilized a standard jig-grinding ½-inch mandrel with a 1-inch diameter wheel.
-
What kind of end mills did you use for the hard milling contouring?
In this demo, we used a six-flute end mill designed for cutting up to 60 HRC.
-
Is a chopping technique the only grinding approach you can use?
We used chopping in this demo to simulate the jig grinding surface finish; however, you can do contour and face grinding in this process.
-
Is 30K a high enough rpm to do most grinding processes?
We performed this on a 20K spindle. You need to match the wheel size to the optimum surface feet per minute (SFPM) for the tool. We typically look for the largest possible wheel size to incorporate.
-
Is the spindle permanently greased or oil lubricated?
The spindle is core-cooled, under bearing race oil lubricated in a closed-loop, temperature-controlled process, allowing us to run duty-free at full rpm with maximum rigidity.

Consider grinding solutions on VMCs with a filtration system for handling the grinding particles and machined chips, as well as a probing package, the macros to handle the closed-loop inspection process and a 20K or 30K spindle.
When investing in the right machine tool, consider grinding solutions on vertical machining centers (VMCs) that include a filtration system for handling the grinding particles and machined chips. The system should also have a probing package, the macros to handle the closed-loop inspection process and a 20K or 30K spindle.
This closed-loop tolerance control process is applicable for high-cavitation mold inserts, fine blanking and trim dies. It reduces setups, automates the entire process and provides uniform surface finishes with verified quality all in one setup on one machine without the need for hand fitting.
Combining hard milling and grinding on one machine can maximize mold machining and lower costs by 50% when using this closed-loop tolerance control process instead of manual jig or surface grinding.
RELATED CONTENT
-
How to Eliminate Chatter
Here are techniques commonly used to combat chatter and guidelines to establish a foundation for optimizing the moldmaking process.
-
A Different Approach to Mold Venting
Alternative venting valves can help overcome standard mold venting limitations and improve mold performance.
-
7 Key Advantages of Hot Runner Systems
While both hot runner and cold runner systems have their benefits, for design flexibility as well as reduced cycle times and costs, hot runner systems will probably be the better choice.





